INPRO designed and built a UV exposure system for Fender’s Corona, Calif. factory guitar body undercoat line in order to reduce their cycle time, WIP, and required floorspace. This chamber packs up to 18 Heraeus F300 irradiators in a 4’x4’ area while allowing maintainers access to each lamp for service in less than 30 seconds. The system was installed in a weekend without disassembling Fender’s existing line, giving Fender the ability to switch seamlessly between UV curing and thermal curing as needed.








Design Story

Identify
After talking with Fender, we came up with a list (condensed here) of what they needed in a UV curing chamber. Namely, they needed a system that:
- Fit within their existing conveyor/cell area
- Required less than 4 hours of preventative maintenance per month
- Ensured higher processed part quality
- Could accommodate several different guitar body shapes and materials
- Maintained a safe working environment for operators
- Could handle short cycle times and high throughput
- Reported system downtime and electrical power consumption

Assess
The first step in our process is to determine the UV source, as this is the most important part of the system and will dictate much of the rest of the design. We performed a source selection trade-study to determine the best UV source technology for this application, looking at the three main UV sources: microwave powered lamps, LEDs, and arc lamps. When choosing the source, we considered the spectral requirements of the coating Fender was using, reliable quality over time, useful bulb life, and impacts to guitar temperature.
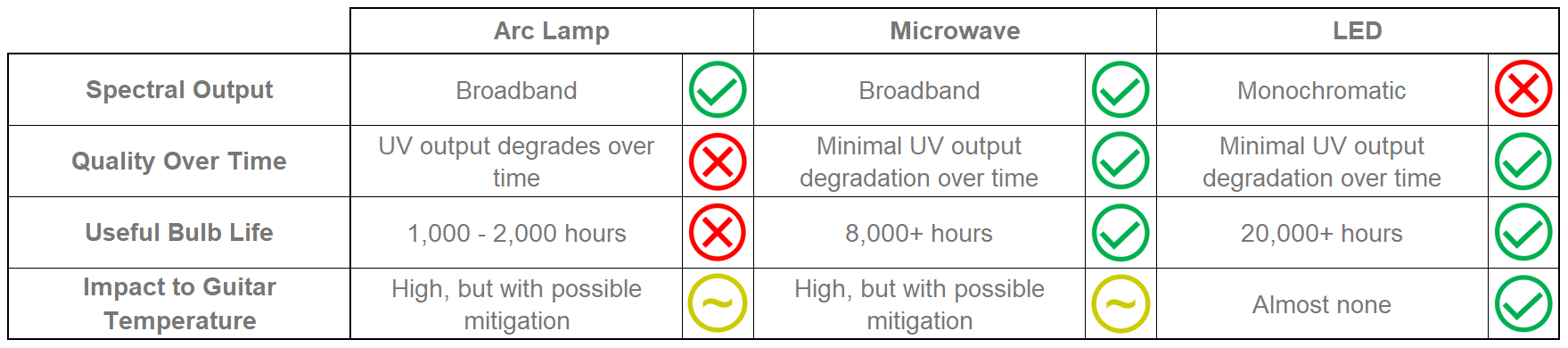
Arc lamps were eliminated because of their short lifetime, meaning a much higher maintenance cost and more downtime. Monochromatic LEDs were eliminated because many would be needed to create the broadband output required. Microwave powered lamps were selected for their reliability, high UV output, and minimal performance degradation over time, all leading to a faster ROI. Next, we selected the bulb and reflector combination by matching the relative spectral output from the source to the required spectral range of the coating.
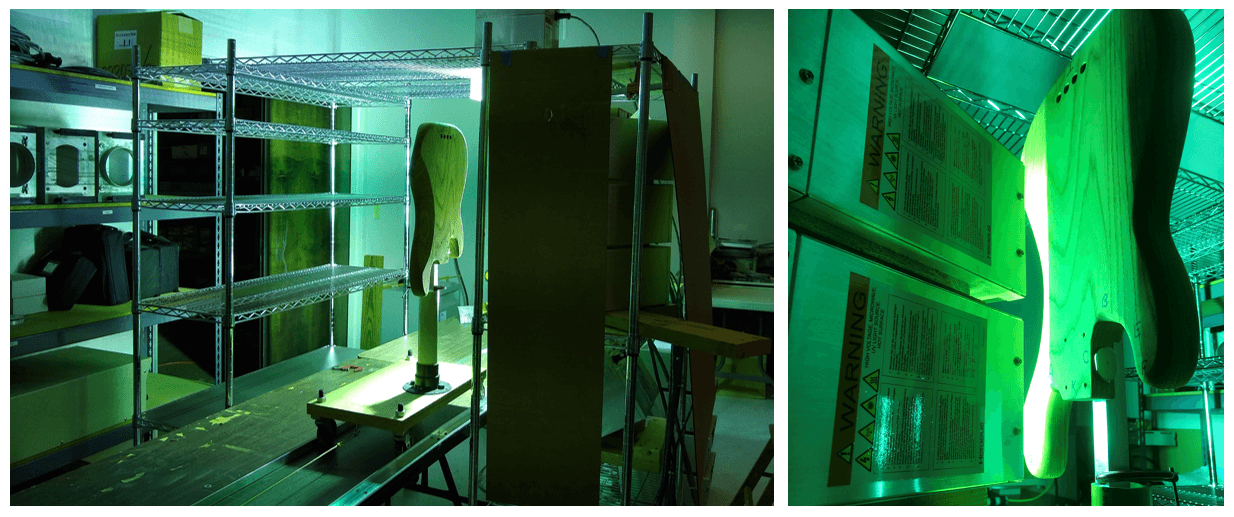
After selecting and configuring the source, we developed a unique approach that used a static array of lamps combined with the conveyor’s motion to achieve a full cure. Meticulous testing, process simulation, and radiometric validation in INPRO’s lab determined the location and orientation of each lamp in the array.

Design
After we verified the specific locations of all the irradiators through the extensive lab testing, we set out to design an enclosure that would hold them all in a consistent operating position and that follows our design principles:
Smooth Transition
To reduce downtime when installing the system, we designed it to be installed without modifying or breaking down Fender’s existing conveyor, and only relocating one temporary wall. We accomplished this by designing it to slip over the existing conveyor and have minimal re-assembly afterwards.

Low Maintenance
One of the main reasons for selecting the microwave powered lamps was their high reliability and low maintenance. However, routine cleaning is still necessary to maintain consistent UV output.
With a preventative maintenance goal of less than 1 hour per week, quick access to the lamps was critical. Our system grants access to any given lamp within 30 seconds. The first step was a roll-up door that gets out of the way quickly. Next, each lamp in the array locks into two positions: an operating position in which the lamps a directed in to the exposure area, and a service position in which the lamps are pivoted or pulled outward to provide access for maintainers to service lamps while in position or quickly remove lamps for rapid replacement.

Process Intelligence
To address Fender’s need for electrical power monitoring, UV output consistency, and ease of system control, INPRO developed a custom power and control rack with individual circuit protection and built-in power monitoring equipment. This custom control system provides simultaneous control of every lamp in the system along with fault indications, power consumption and system runtime data, as well as real-time UV intensity monitoring of each individual lamp in the array to help maintainers stay on top of preventative maintenance activities. The control system is IOT enabled, allowing for remote monitoring of UV intensity, power consumption, and system status from computers and mobile devices on the network.

Design Flexibility
We understand that successful companies continue to innovate and offer new products, so it’s not unreasonable to assume Fender might decide to add another guitar profile to their offering. We wanted to make sure that they wouldn’t have to invest in an entirely new system, but simply tweak the system we were providing. For this reason, we gave near continuous angular and translational lamp position adjustment allows for fine-tuning of the system and readjustments in the future, prior to “locking it down,” so to speak.

Integrate
INPRO delivered the completed system on an expedited timeline, understanding the need to accommodate Fender’s production schedule. Following complete fabrication and final assembly, the system was fully tested and checked-out at INPRO’s facility prior to shipment for final on-site installation.
At INPRO, we know production is what drives our customer’s business, so we do all we can to ensure little to no impact to production wherever possible. The system was safely installed at Fender’s facility over a weekend without disassembly of the existing production line so that once production was stopped on Friday, it was back up and running on Monday!

Before

After

Support
Our support continued with detailed manuals and on-site training for operators, engineers, and maintainers. Additionally, INPRO wrote and provided procedures for radiometric baselining and periodic re-evaluation of the UV intensity and energy distribution within the chamber so that Fender had a prescribed process for ensuring their system continues to perform as designed.
I endorse INPRO as the right company to partner with when looking for a UV curing solution.